Why DM Water is Essential in Industry
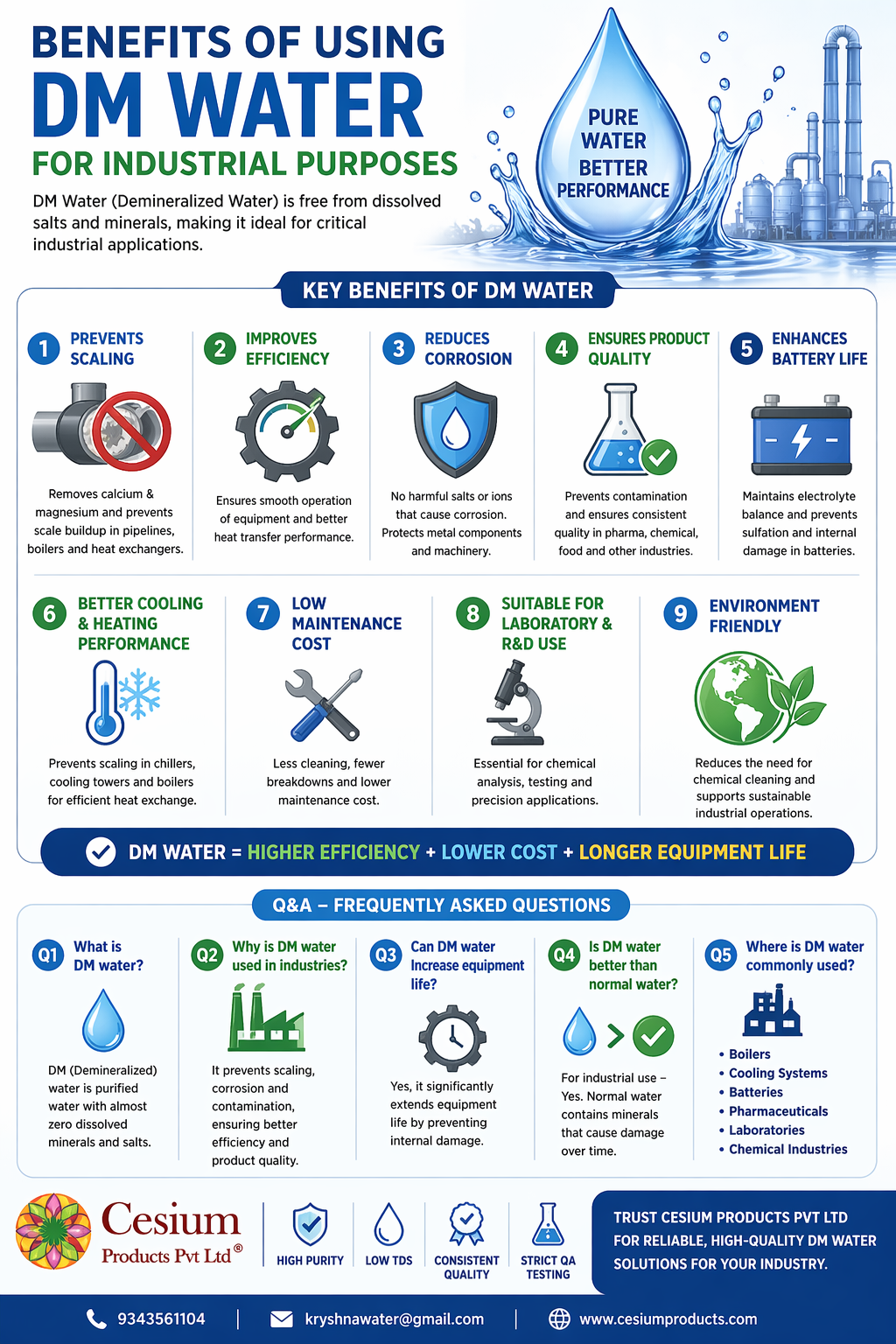
Demineralized (DM) water is free from dissolved salts and minerals, making it ideal for high-precision industrial applications. It helps improve efficiency, reduce damage, and ensure consistent performance.
Using Demineralized (DM) water in industrial processes isn’t just a quality upgrade—it directly reduces costs, improves efficiency, and protects equipment.
Key Benefits of DM Water
- Prevents Scaling
- Removes calcium & magnesium
- Avoids scale buildup in pipelines and boilers
- Improves Efficiency
- Smooth operation of equipment
- Better heat transfer performance
- Reduces Corrosion
- No harmful salts or ions
- Protects metal components and machinery
- Ensures Product Quality
- No contamination
- Ideal for pharma, chemical & food industries
- Enhances Battery Life
- Maintains electrolyte balance
- Prevents sulfation and internal damage
- Low Maintenance Cost
- Less cleaning & breakdown
- Saves time and operational cost
Conclusion
DM Water = Higher Efficiency + Lower Cost + Longer Equipment Life
Q&A (Frequently Asked Questions)
Q1. What is DM water?
DM (Demineralized) water is purified water with almost zero dissolved minerals and salts.
Q2. Why is DM water used in industries?
Because it prevents scaling, corrosion, and contamination, ensuring better efficiency and product quality.
Q3. Can DM water increase equipment life?
Yes, it significantly extends equipment life by preventing internal damage.
Q4. Is DM water better than normal water?
For industrial use—yes. Normal water contains minerals that cause damage over time.
Q5. Where is DM water commonly used?
- Boilers
- Cooling systems
- Batteries
- Pharmaceuticals
- Laboratories
